Investment casting, or precision casting, is a process through which a mold is created around a pattern that is then melted out of the mold and replaced with molten metal. It is commonly used to produce high-strength and lightweight metal components with strict tolerance requirements.
Additionally, incorporating additive manufacturing in the investment casting process allows the production of complex, thin-walled components with added flexibility in design and materials.
Also known as precision casting or lost wax casting. This process dates back more than 5,000 years and was used for making small pieces over the centuries. Today, investment casting is being seen as the future by many industries seeking lightweight and complex components.
Within the Investment casting foundry, It all begins with the production of a model or pattern which is created in the shape of the desired part. Read more about our investment casting process below.

At Barron, we take pride in our state-of-the-art investment casting process, which reliably produces complex, high-precision components with an excellent as-cast surface finish. Here is how we do it.

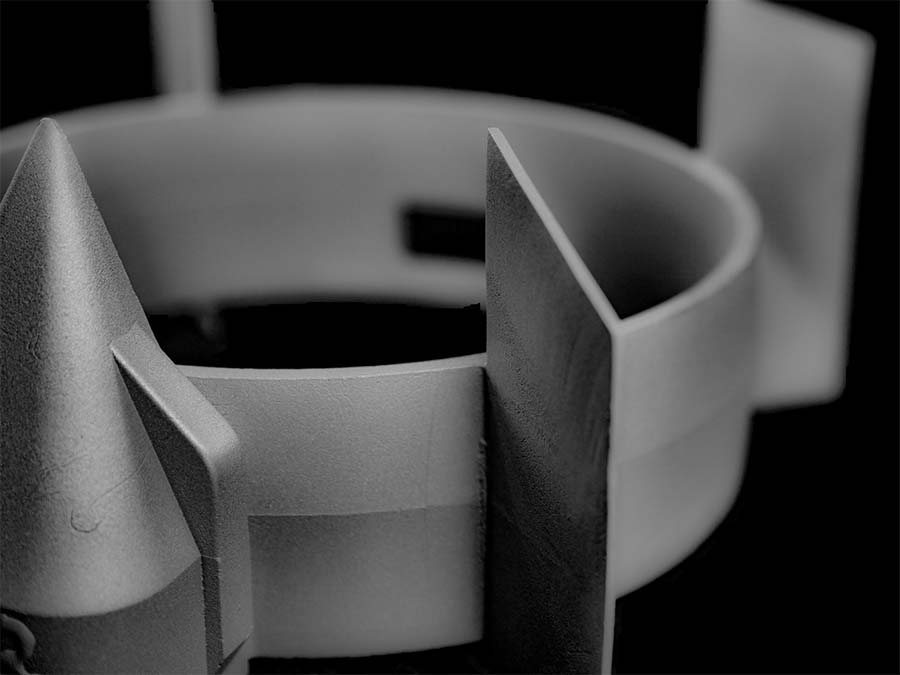
The first step in investment casting is to develop the pattern. This is generally done by injecting wax into a metal tool or “die” to form a single piece. For rapid prototypes and complex production pieces Barron uses additive manufacturing technology to 3D print patterns.

After the patterns are created, they are then connected to a central gating system, also known as the sprue, to form the tree assembly. Rather than create parts one at a time, the sprue works as a mounting surface to create several patterns into one mold.

Once the pattern tree is assembled, it’s then dipped into a ceramic slurry and covered with coarse material. Barron’s six-axis dipping robot ensures consistency and uniformity of shell production in intricate and complex parts. When the slurry dries, it produces a ceramic shell around the tree or individual pattern. This process is repeated until the mold shell reaches its desired thickness and hardens completely.

After the shell is built, a flash fire oven is used to remove the wax or 3D printed pattern prior to the metal being poured into the mold. The heat from the oven melts away the leftover pattern and treats the shell so it’s ready to cast. Additionally, the scorching oven temperature increases the stability and overall strength of the ceramic mold.

Once the mold has been cleaned, it is then preheated to a specific temperature to improve fluidity and surface finish. When heated accordingly, the molten alloy is then poured into the mold cavity. The mold is then given time to cool.
After removing the parts from the sprue and taking out the gates, the surface of the part needs to be finished. This can be done in a variety of ways. At Barron Industries, we offer the following finishing services:


Find answers to the most commonly asked questions.
We make it simple to source custom casting and assemblies. Contact Barron Industries today to learn how we will put a century of experience to work for you.
Speak to one of our experts today to learn more about our custom casting solutions.







